Quelques modules de chaudronnerie
POINCONNAGE |
||||||
Le calcul du temps passé en poinçonnage ne peut certes apporter le même degré de précision qu'en découpe par contournage. A partir du module fourni les utilisateurs pourront cependant affiner le mode de calcul en l'adaptant au fur et à mesure des comparaisons entre le prévu et le réel.
|
 |
|||||
DECOUPE PAR CONTOURNAGE (LASER, JET D'EAU...) |
||||||
En cas de commande re�ue, en coh�rence avec le chiffrage, le plan de travail est d�j� pr�t. Malgré des algorythmes d'automatisation, la qualit� et le temps d'un cycle de découpe peuvent encore s'affiner en modifiant le parcours d'outil par défaut et en réplacant éventuellement les amorces. La coupe commune offre à la fois un gain de longueur de coupe et de matière. DEVIS 2002 se singularise par l'ergonomie avec laquelle les différentes sortes de coupes communes sont définies. Dans le cas de pièces rectangulaires voire trapézoïdales le gain de temps peut aller jusqu'à 50%. Le principe du pontage entre pièces permet
Les raccordements de sections diff�rentes obtenus par les d�velopp�s les plus courants |
||||||
 |
Avec Adobe Illustrator ou Corel-Draw nous obtenons des entités adaptées aux dispositifs de découpe de vinyle et composées de splines mais non reconnues par les commandes numériques. Les polices de caractère sont constituées nativement de splines quadratiques qui sont en fait des courbes de Bézier d'un type particulier. |
Chiffrage et préparation d'une enseigne en aluminium avec 2 polices de caractère différentes |
||||
 |
De nombreux logiciels CFAO utilisent plusieurs milliers de segments de droite pour approximer le contour de seulement 3 caractères. De nombreuses machines à commande numériques supportent avec peine cette complexité se traduisant par des temps de traitement rédhibitoires |
|||||
 |
Devis 2002 propose la solution à la fois la plus élégante et la plus économique. Seulement
50 entités constituées d'arcs de cercle et de lignes droites respectant les tangences définissent les contours de ces 3 lettres. |
|||||
 |
Devis 2002 n'a pas pour vocation de réaliser ce genre de d'imbrication de type "panoplie" qui ne correspond pas à une réalité de terrain pour la plupart des TPE/PME en découpe industrielle La gestion efficace d'un parc de machines de découpe c'est plutôt la capacité de réagir instantanément en termes de délai et de qualité idéalement au pied de la machine pour des petites et moyennes production en réduisant les frais administratifs de gestion ou de programmation. |
|||||
PLIAGE |
||||||
Calcul très simplifié d'une opération de pliage. Il n'est pas prétendu pouvoir modéliser une phase de pliage pour calculer un temps passé. L'intérêt d'un module métier dans ce cas sera d'obtenir une tracabilité pour vérifier ultérieurement le nombre de plis. L'exemple ci dessus illustre une interface minimaliste basée sur la formule suivante nombre d'opérateurs*nombre d'actions*temps passé par action |
||||||
SOUDAGE MIG-MAG ACIER |
||||||
Ce module comporte un seul volet pour chiffrer autant de cordons que nécessaires pour une prestation de soudage mig-mag en position à plat. les éditions coloriées en vert sont issues d'une table
comportant plusieurs centaines d'enregistrements. Les données fournies correspondent au fonctionnement d'un robot du métier. |
 |
|||||
SOUDAGE TIG |
||||||
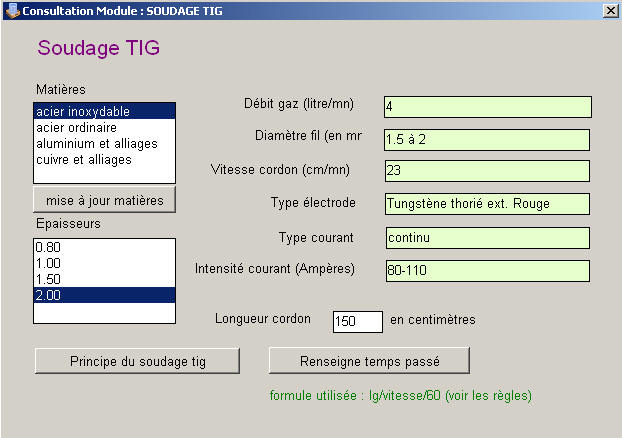
Une construction "utilisateur" simplifiée contenant une table des vitesse en soudage TIG suivant la matière et l'épaisseur. |
||||||